![]()
![]()

")









Zestaw obrazów 2019
zdjecie1.jpg
zdjecie2.jpg
zdjecie3.jpg
zdjecie4.jpg
zdjecie5.jpg
zdjecie6.jpg
2019_1.JPG
2019_2.JPG
2019_4.JPG
Galeria

Core of fusion device completed: Last steel seam on Wendelstein 7-X closed
 The last open seam on the steel outer cover of the Wendelstein 7-X fusion device was closed last week. The core of the research device is thus ready as basic skeleton and can go into operation at the Greifswald branch institute of Max Planck Institute of Plasma Physics (IPP) in 2014
The last open seam on the steel outer cover of the Wendelstein 7-X fusion device was closed last week. The core of the research device is thus ready as basic skeleton and can go into operation at the Greifswald branch institute of Max Planck Institute of Plasma Physics (IPP) in 2014
The objective of fusion research is to derive energy from fusion of atomic nuclei, just as happens in the sun. To ignite the fusion fire, the hydrogen plasma fuel in a future power plant has to be confined in magnetic fields and heated to temperatures exceeding 100 million degrees. Wendelstein 7-X, the world's largest fusion device of the stellarator type when completed, is intended to investigate the suitability of this configuration for a power plant. With 70 large superconducting magnet coils in continuous operation it is then to produce a highly stable and thermally insulating magnetic cage confining the plasma.
The ring-shaped device is being installed as five almost structurally identical modules: Each of the five sections of the plasma vessel, along which 14 magnet coils are strung, is enclosed by a steel outer sheath, weighing altogether 120 tons. Assembled like slices of cake on the machine's foundation, the five modules form a steel ring from which numerous connection ports protrude. These link the apertures of the plasma chamber through the coil region with the outer vessel. Later, measuring instruments, pumps and heating facilities will be affixed here.
The 254th and last port was brazed in between the plasma vessel and outer vessel with millimetre precision on 28 May 2013. The elaborate port installation lasted a good two years. This was preceded by an equally long test phase – "a huge training session" as installation head Dr. Lutz Wegener put it – during which the methods for exact placement and connection of the variously configured ports to the bizarrely shaped plasma vessel were developed. One of the many challenges: As stainless steel inevitably shrinks at the seam when it is brazed, the components are distorted and change position. This had also to be allowed for when brazing the five modules of the device together: Calculations and tests during installation planning had predicted here up to eight millimetres shift per seam, this being intolerable since the ports and the subsequently connected measuring instruments would be looking at the wrong place in the plasma.
The solution: The module to be brazed, exactly monitored by laser tracker measurements, was shifted on sliding bearings about eight millimetres away from its firmly attached component opposite. Then, to prevent anything shifting, several welders began together to close the two brazing gaps of both the plasma chamber and the outer sheath. For the multi-layered seams with a total length of 40 metres the specialists of the MAN Diesel Turbo company took several weeks, during which the heavy module – in keeping with the shrinkage – slowly returned to its initial position in tenths of a millimetre steps. "It is a veritable work of art to guide in the right direction such a big and heavy component during brazing", states Karsten Liesenberg, who is responsible for the vessel installation concept: "If the laser trackers showed that the module was not being shifted exactly parallel, the brazing crew had to change over to the opposite side of the seam so that the component was again put on the right track". This precision work was repeated on the other four module boundaries. The ring is meanwhile closed and all five modules are in place with the required two millimetre precision.
Till installation of Wendelstein 7-X is completed in 2014, there are still a few tasks to be done, such as linking the magnets to their power and helium supplies and doing the interior of the plasma vessel. This will be accompanied by provision of the systems for heating the plasma, the supply facilities for electric power and cooling, machine control and finally the numerous measuring instruments for diagnosing the behaviour of the plasma.
Source: phys.org
Shaping the Future of Fusion
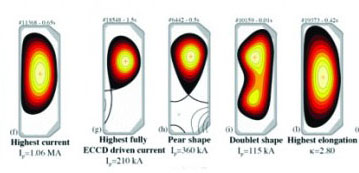 Some people believe the triangular shape of the pyramids has special powers. Plasma physicists also have strong opinions about shapes, too, but it is not superstition: it’s all about how to get the maximum performance out of a fusion experiment. The power that interests physicists is not mystical, it is fusion power. Changing the shape of the plasma can lead to higher stability at its edge. This leads to higher density, and therefore more power.
Some people believe the triangular shape of the pyramids has special powers. Plasma physicists also have strong opinions about shapes, too, but it is not superstition: it’s all about how to get the maximum performance out of a fusion experiment. The power that interests physicists is not mystical, it is fusion power. Changing the shape of the plasma can lead to higher stability at its edge. This leads to higher density, and therefore more power.
The champion of plasma shaping is the TCV tokamak (Tokamak à Configuration Variable) at the Ecole Polytechnique Fédérale de Lausanne (EPFL), Switzerland. With its 16 poloidal shaping coils it can achieve an astounding array of plasma geometries, not just triangular and round, but square, pear-shaped, double-lobed like the number eight or the picturesquely-named “snowflake”.
The original rationale for departing from the conventional circular cross-section was a practical engineering consideration. The design team of the first large tokamak, JET, realised it is much easier to support D-shaped coils as they sit closer into the central column - conventional circular coils would need substantial support structures to prevent them drooping. However it was soon found that performance was enhanced by this shape: the plasma sits tighter around the central column, which is where the inside sections of the toroidal electromagnets sit closer together. This means the magnetic field is stronger, which makes for the better performance.
At JET the six poloidal shaping coils around the outside of the torus can be used to emphasise the triangularity – the coils at the apices of the triangle ( top and bottom of the torus, and two on the horizontal plane) are run in the same direction as the central solenoid, effectively pulling the apices of the triangle further out, while the two coils at 45 degrees above and below the midplane are run in the opposite direction, flattening the rounded sides of the triangle. The result is far from a true triangle, it is more D-shaped, but a considerable enhancement on the circular cross-section.
What these experiments with plasma geometry have shown is that the creation of a shape with better confinement has a downside. The high-confinement modes inevitably lose energy through turbulent events known as an edge-localised modes (ELMs) – and the geometries with higher confinement lead to less frequent, but more powerful ELMS.
Nonetheless the design team for ITER has opted for a triangular plasma, to maximise the power output of the device, and is trialling a number of other methods to reduce ELMs, such as specifically installed localised coils, or injecting pellets of frozen fuel to trigger higher frequency, but less damaging ELMs.
The plasma shape plays another major role in a tokamak, by determining where the plasma touches the walls. It is here that TCV’s snowflake geometry is significant: It gains its name not from its cross section, which is more-or-less triangular, but from the six-fold pattern of the magnetic field lines where it touches the divertor. This extended shape spreads the heat load from the plasma, helping to overcome the material challenges for future fusion devices
If these plasma shapes are successful in ITER then perhaps the respect the ancient Egyptians had for the triangular shape of the pyramids will re-surface in the future, as society begins to rely on a generation of high triangularity fusion power plants!
Source: EFDA
Green light for ITER's blanket design
 After three days and 29 presentations, a comprehensive design review with probably the largest participation in the history of the ITER project was completed last week. More than 80 experts from the ITER Organization, Domestic Agencies and industry attended the Final Design Review of the ITER blanket system.
After three days and 29 presentations, a comprehensive design review with probably the largest participation in the history of the ITER project was completed last week. More than 80 experts from the ITER Organization, Domestic Agencies and industry attended the Final Design Review of the ITER blanket system. "The development and validation of the final design of the blanket system is a major achievement on our way to deuterium-tritium operation—the main goal of the ITER project," Blanket Integrated Product Team Leader (BIPT) and Section Leader Rene Raffray concluded at the end of the meeting, obviously relieved at the success of this tremendous endeavour. "We are looking at a first-of-a-kind fusion blanket which will operate in a first-of-a-kind fusion experimental reactor."
European collaboration lays foundations for Japanese tokamak
 Naka, Japan: Clutching 2.5 metre long spanners, three teams of dignitaries from Europe and Japan simultaneously tighten bolts on the cryostat base of JT60 Super-Advanced, thereby marking a significant milestone – this major component for the Japanese tokamak was designed and manufactured in Spain.
Naka, Japan: Clutching 2.5 metre long spanners, three teams of dignitaries from Europe and Japan simultaneously tighten bolts on the cryostat base of JT60 Super-Advanced, thereby marking a significant milestone – this major component for the Japanese tokamak was designed and manufactured in Spain.
The base is a 250-ton structure made of low-cobalt stainless steel that will support the complete tokamak. Together with an upper section the base will form a vacuum enclosure around the vacuum vessel and coils, allowing them to be cooled to low temperatures required by JT60-SA’s superconducting coils.
“Every project brings to you some new challenges.” says Joaquin Sanchez, head of research unit at CIEMAT. “On the one side, the need adapt the structure to the existing support basis at the JT60 building, which consists of two concentric rings. On the other side we have to guarantee the geometric stability of the upper part in order to preserve the vacuum tightness of the cryostat. This second requirement was a problem due to the fact that the upper ring of the base has to be in contact with elements at different temperatures: the TF coil supports, and the vacuum vessel supports.” However CIEMAT’s team of mechanical engineers was equal to the task, says Dr Sanchez: “We have been working on mechanical analysis & design problems for ITER and DEMO for a long time.”
The cryostat base was completed under the Broader Approach agreement between Japan and Europe. It was constructed by the company IDESA, located in Aviles, in the North of Spain, taking approximately 20 months.
Source: EFDA

































nsp_154.JPG)










nsp_154.JPG)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Media

Projekty badawcze realizowane przez IFPiLM są finansowane ze środków Ministerstwa Edukacji i Nauki i Narodowego Centrum Nauki oraz ze środków Komisji Europejskiej na podstawie umowy grantowej No 101052200, w ramach Konsorcjum EUROfusion. Wsparcia finansowego udzielają także: Międzynarodowa Agencja Energii Atomowej, Agencja Fusion for Energy, Europejska Agencja Kosmiczna i Konsorcjum LaserLab.